目录
第1章 什么是激光脉冲
1.1 什么是激光脉冲(时间+能量维度)
1.2 激光脉冲的好处
1.3 巨脉冲激光(能量维度)
1.4 什么是激光短脉冲与超短脉冲激光(时间维度)
1.5 长脉冲宽度缺点与短脉冲的优点
1.6 短脉冲激光的应用
第2章 超短脉冲激光器原理
2.1 巨脉冲的基本原理:调Q技术
2.2 锁模技术
第1章 什么是激光脉冲
1.1 什么是激光脉冲(时间+能量维度)
激光脉冲指的是脉冲工作方式工作的激光器发出的一个光脉冲。
光脉冲就是光源按着一定时间间隔时断、时续的发光。
脉冲工作方式是指每间隔一定时间才工作一次的方式。
激光脉冲是指激光器发出的一个光脉冲,是脉冲众多可利用的工作方式中的一种。
可以用手电筒的工作方式来理解激光脉冲,当手电筒一直打开按钮就是连续工作,打开按钮立刻又关掉就相当于发出了一个光脉冲,就像极快的闪光灯。简单的说,好比手电筒的工作一样,一直合上按钮就是连续工作,合上开关立刻又关掉就是发出了一个“光脉冲”。
1.2 激光脉冲的好处
用脉冲方式工作有它的必要性,比如发送信号、减少热的产生等。
持续时间短、强度大的光脉冲能够穿透物料,穿透物料的光脉冲不传输,但是以热量的形式在物料中消散。物料的表面和内层产生温度梯度,热量以传导的形式从表面传递到内层。热传导一直进行到物料温度达到恒定的稳定状态,消散的热量和物料的热学性质决定所需的时间。
光脉冲的持续时间比热传导的时间短,光脉冲的能量在物料表面贮存极短的时间,期间几乎没有出现热传导,这实际上是瞬间加热了薄层表面,使其温度高于具有等量平均功率的连续光束加热所达到的稳态温度。
脉冲激光器具有较大输出功率,适合于激光打标、切割、测距等。
1.3 巨脉冲激光(能量维度)
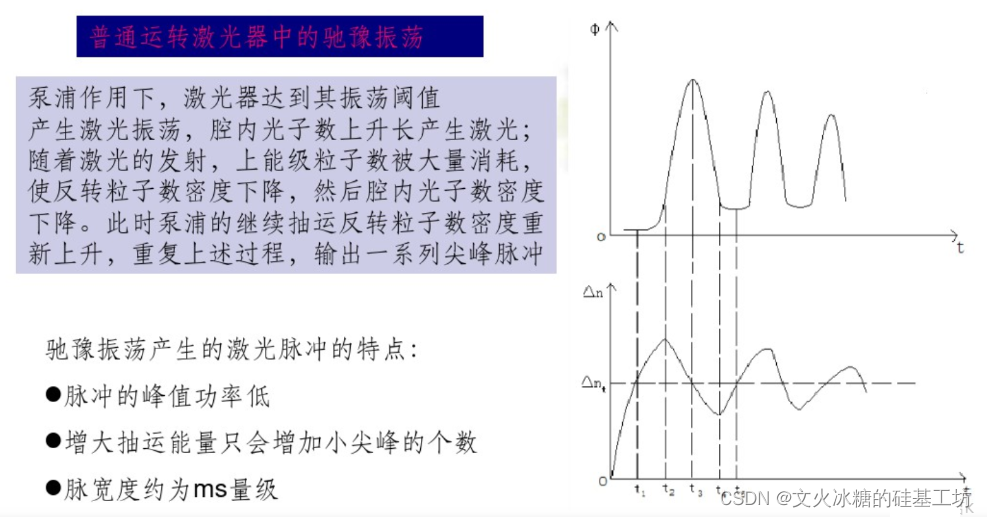
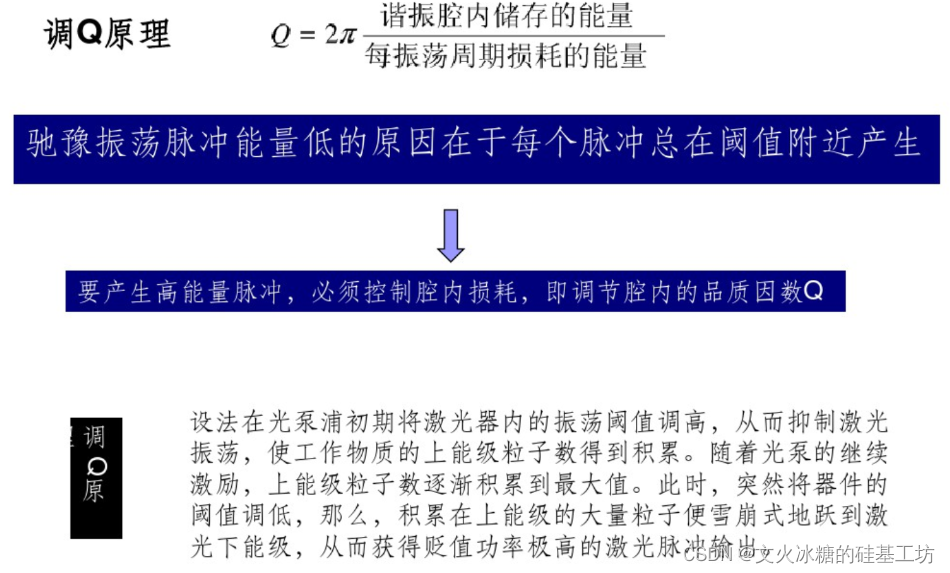
在腔内人为的加入损耗,使其大于工作物质的增益,这时没有激光输出。但在泵浦源持续不断的激励下,激光上能级的原子数越来越多,得到了较大的粒子数反转。
如果定义峰值功率为脉冲的能量除以脉冲的持续时间(脉宽),那么,在撤除人为加入的损耗情况下,就会在很短的时间内以极快的速度产生脉冲宽度窄、峰值功率高的脉冲激光,通常称为巨脉冲。
1.4 什么是激光短脉冲与超短脉冲激光(时间维度)
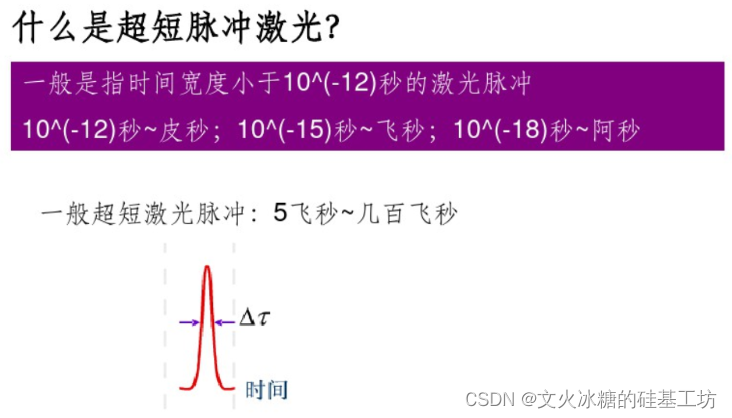
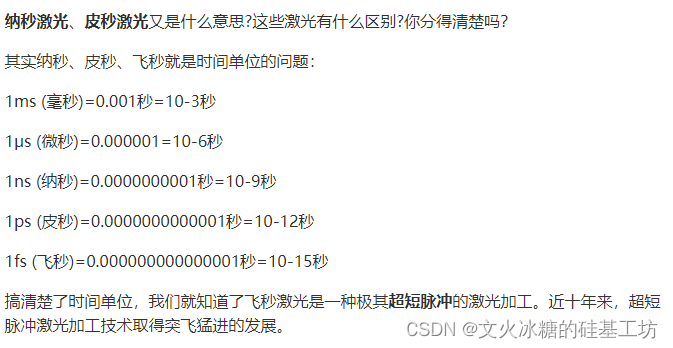
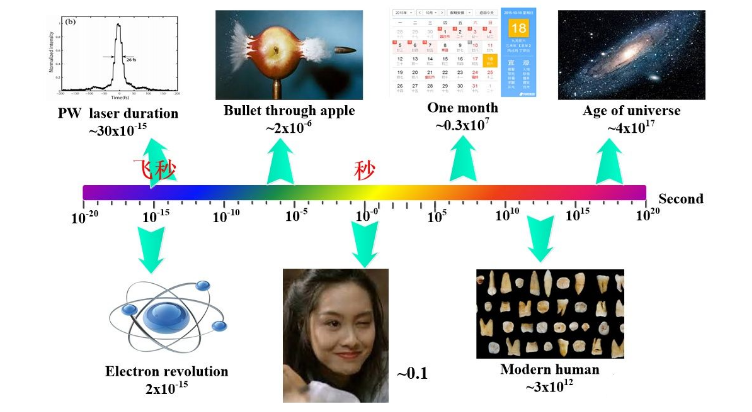
不同物理现象的时间尺度:
搞清楚了时间单位,我们现在应该大概了解纳秒、皮秒、飞秒都是非常短的单位。
目前传统的激光器大都是纳秒激光器,称为短脉冲激光器。
皮秒激光器和飞秒激光器是一种超短脉冲的激光器(也叫超快激光器)。
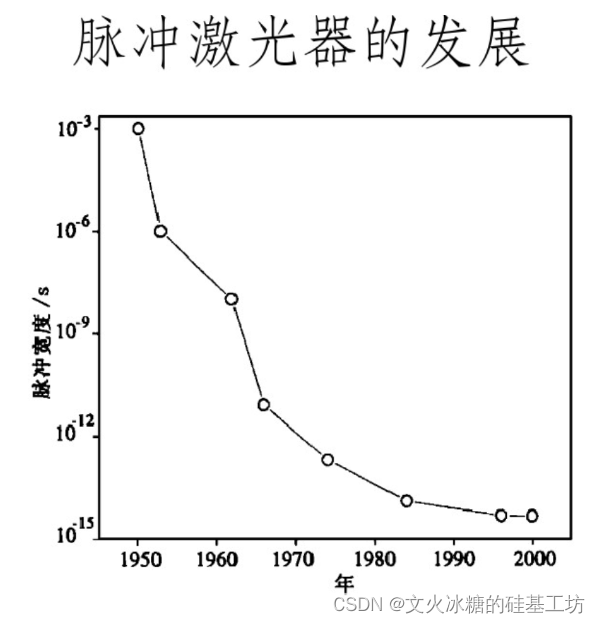
近十年来,超短脉冲(USP)激光器的长足进步使得超快激光加工技术取得突飞猛进的发展,在微结构加工方面很短的时间内实现了最高精度。
1.5 长脉冲宽度缺点与短脉冲的优点
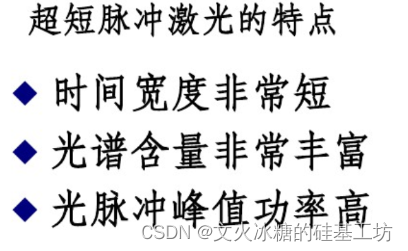
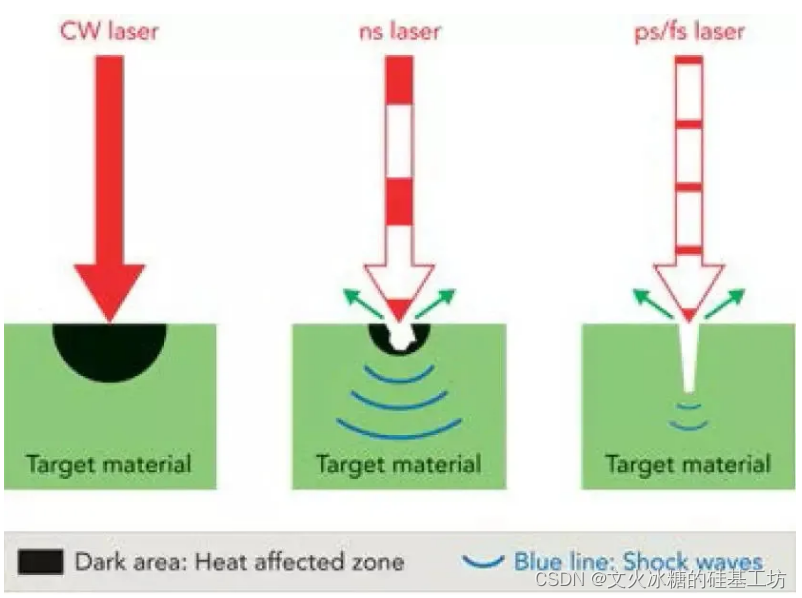
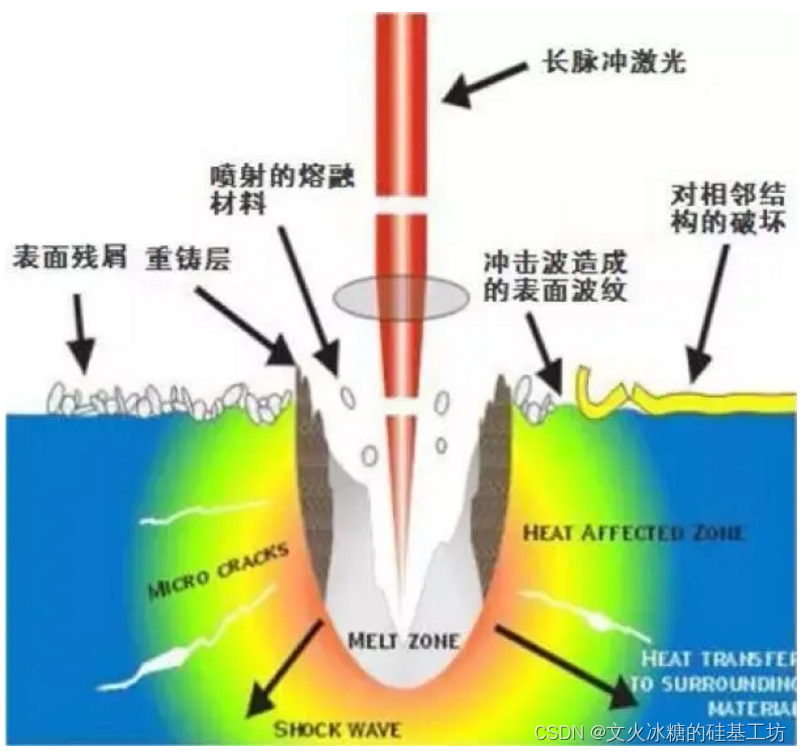
人们很早就尝试利用激光进行微加工。但是由于激光的长脉冲宽度和低激光强度造成材料熔化并持续蒸发,虽然激光束可以被聚焦成很小的光斑,但是对材料的热冲击依然很大,限制了加工的精度。唯有减少热影响才能提高加工质量。


备注:
长脉冲:导致加工的表面和深层都受到了破坏。
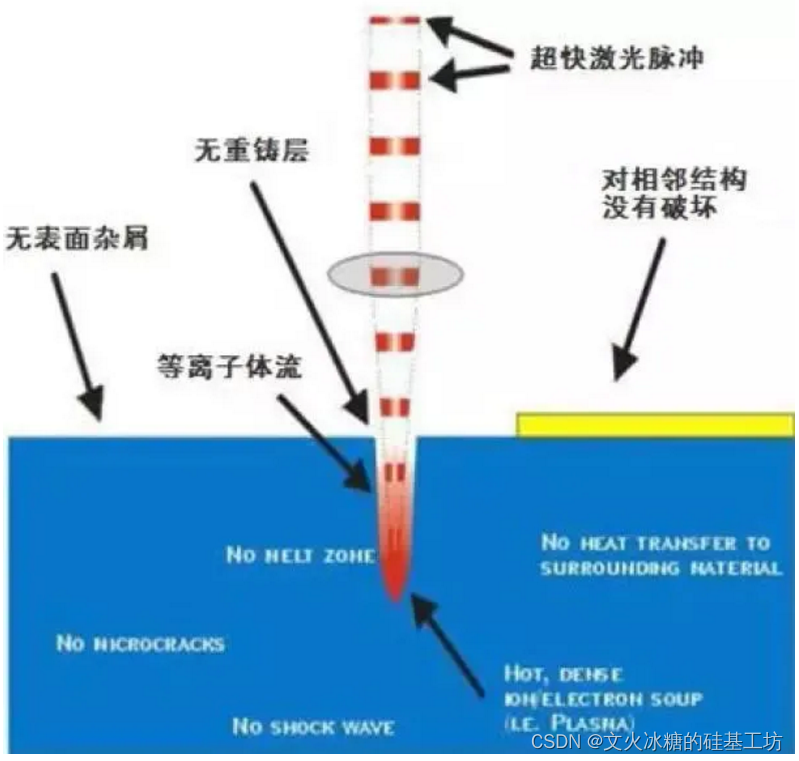
超短脉冲:导致加工的表面和深层都未受到破坏,干净利落。
1.6 短脉冲激光的应用
1、应用于工装、模具、钢制工具、汽车精密部件,可实现高精度的清洗和抛光,提升精密部件的高附加值;
2、应用于硅表面产生微米尺度的微结构,大大提高硅基太阳能电池的效率;
3、应用于微米至纳米尺度的光学及其机械器件超精密加工,提升光学镜片及其系统的最高光洁度、透光率和最高像素;
4、用于智能手机、笔记本电脑等3C产品的外壳logo标记的阳极铝打标镜面抛光,实现高档显示效果,并直接替代传统粘贴镜面不锈钢薄片工艺;
5、应用于第三代生物可吸收心脏支架(BRS)技术,实现清洁、去毛刺、蚀刻和抛光工艺,以使支架的边缘质量达到植入式器械所需的水平和一致,并直接替代侵入式心脏支架;
6、应用于超硬刀具材料的复杂型面刃口的加工,可实现高精度、高质量等等。

第2章 超短脉冲激光器原理
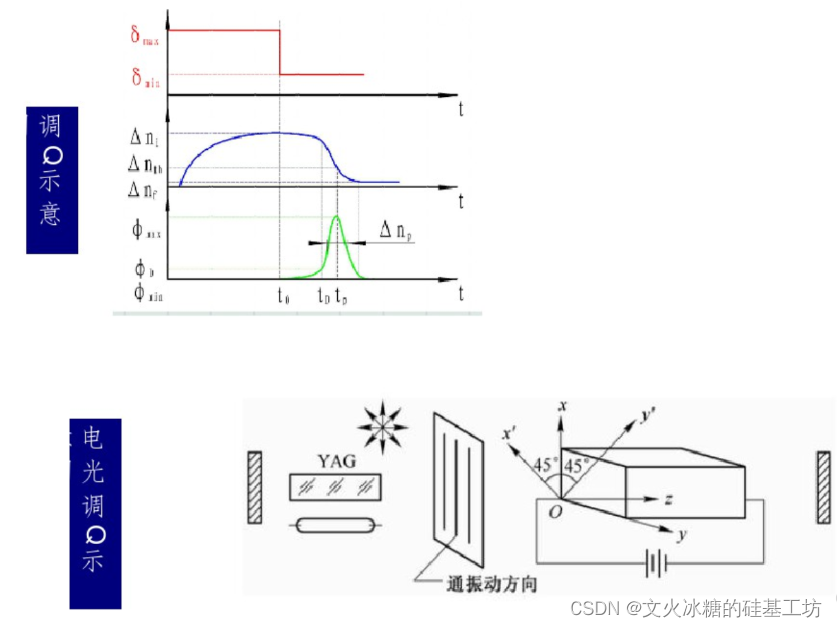
2.1 巨脉冲的基本原理:调Q技术
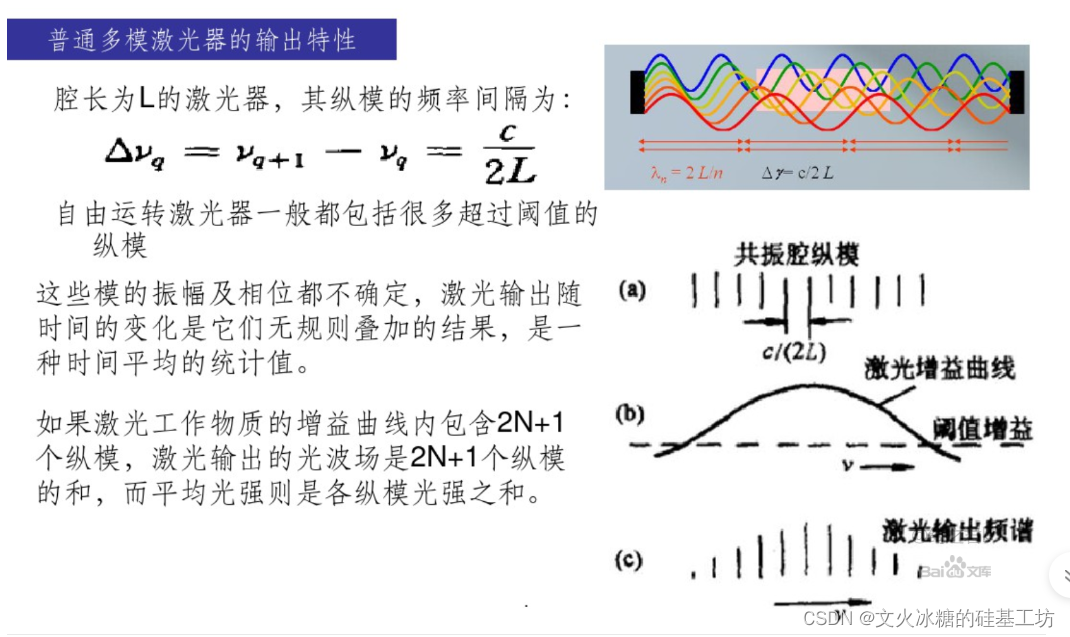
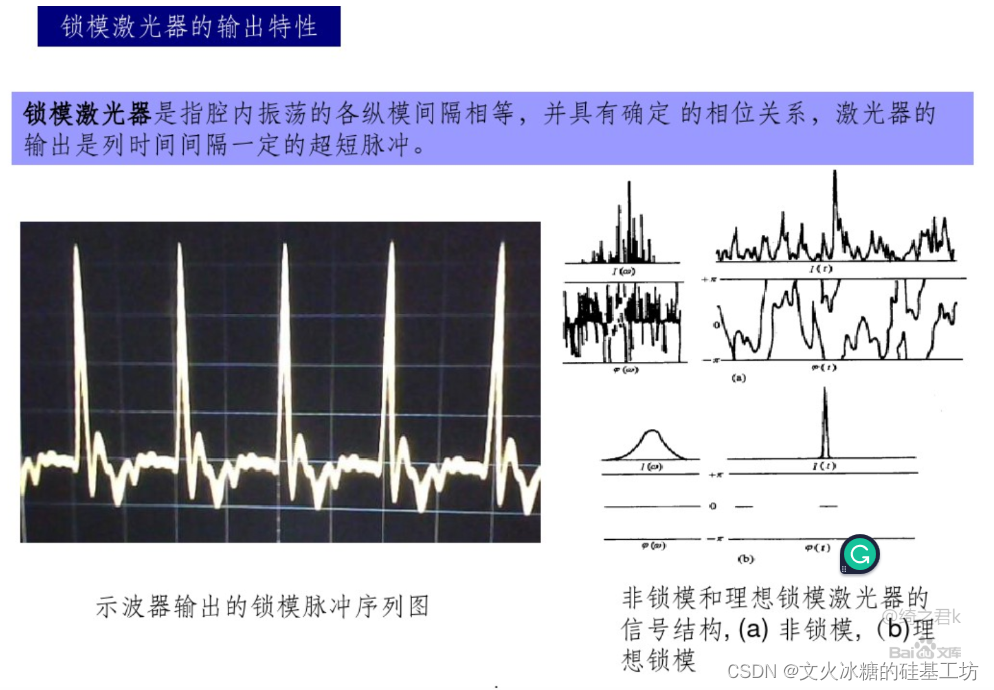
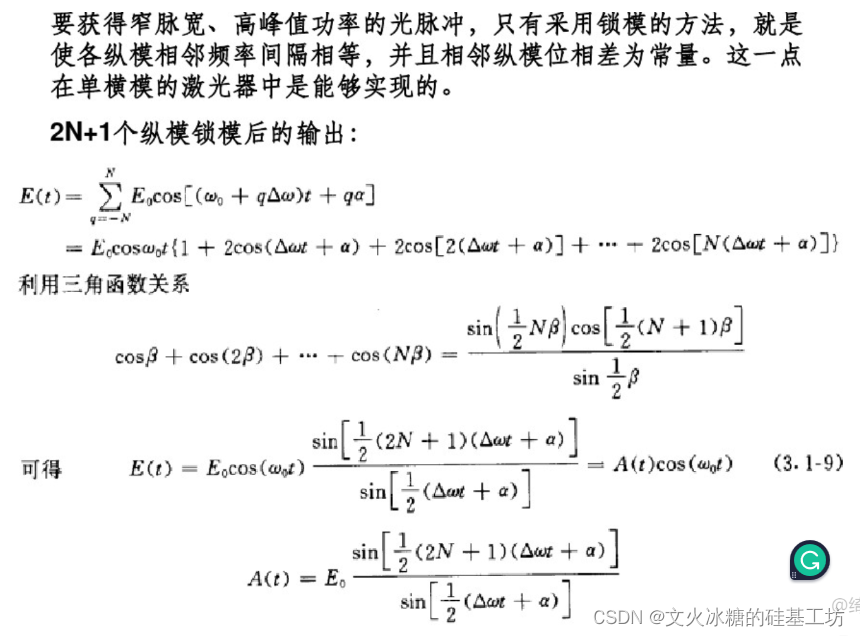
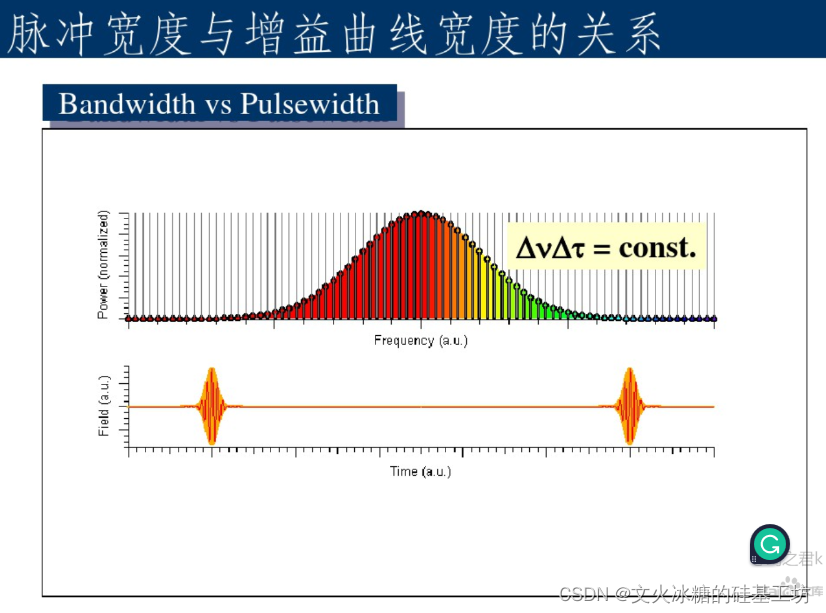
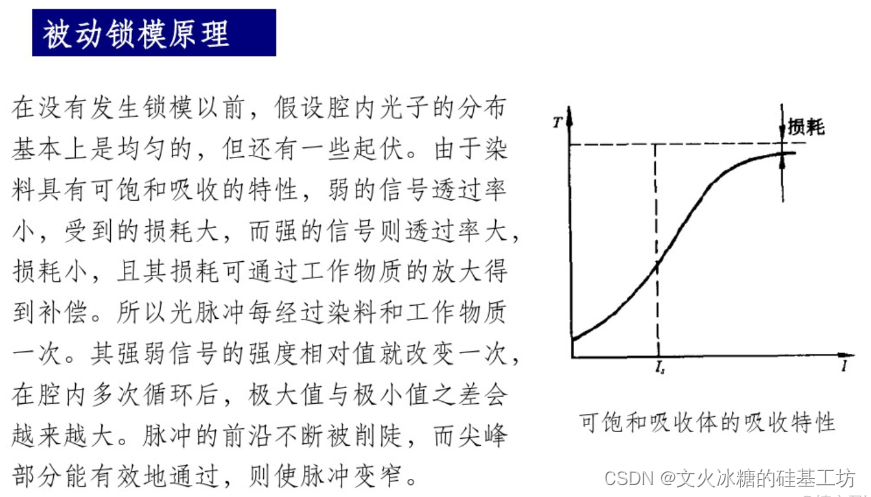
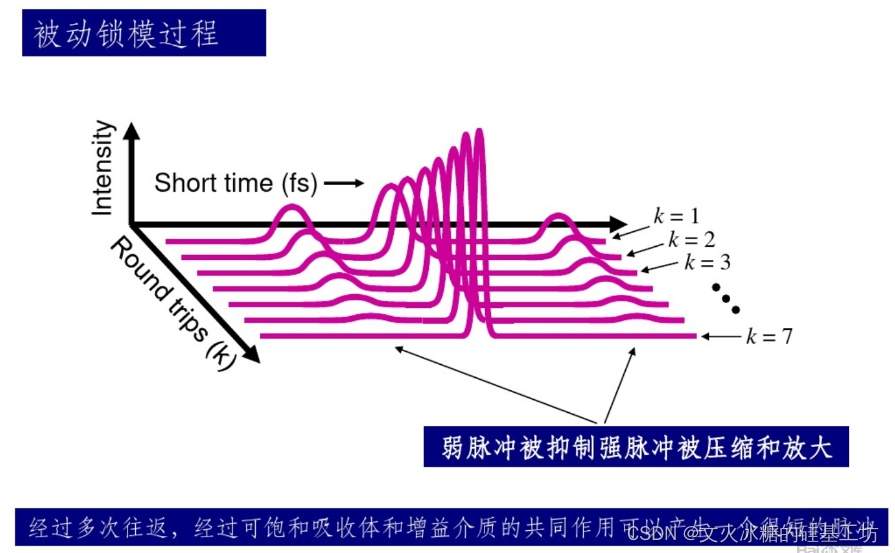
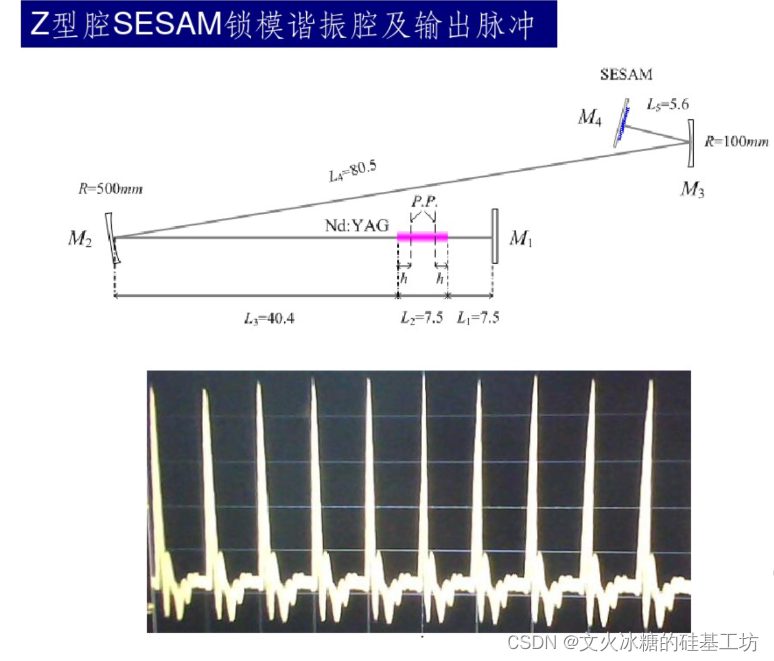
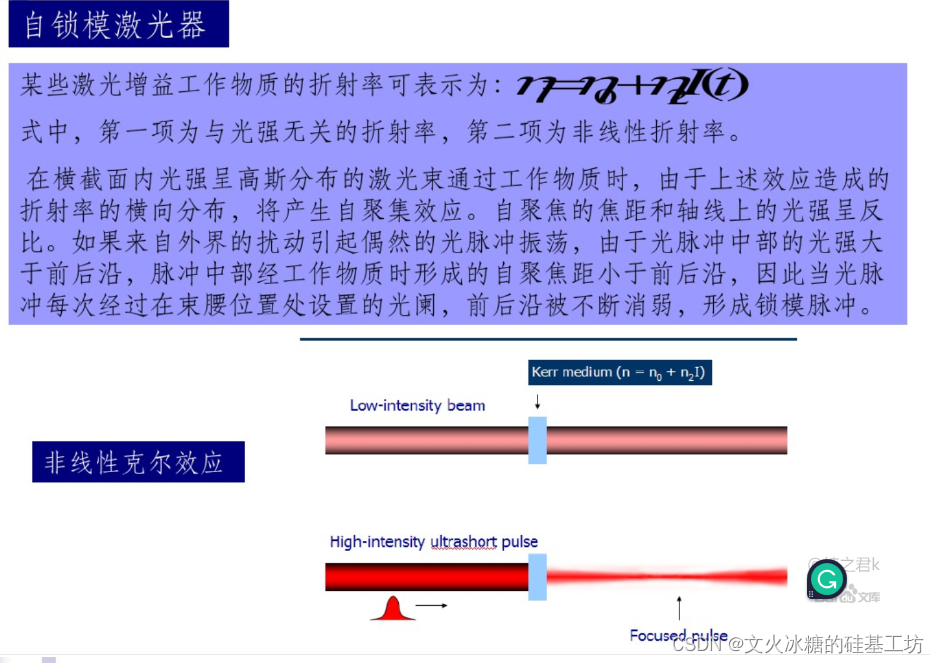
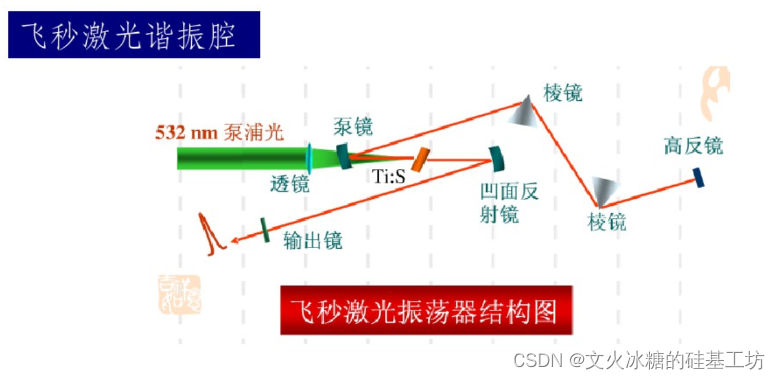
2.2 锁模技术

![[激光原理与应用-19]:《激光原理与技术》-5- 激光产生技术 - 增益、损耗、自激振荡条件](https://img-blog.csdnimg.cn/5d44c02ea02145a6a11e63f4717ec86e.png)
![[激光原理与应用-28]:《激光原理与技术》-14- 激光产生技术 - 激光的主要参数与指标](https://img-blog.csdnimg.cn/img_convert/9b0726ec89450c1fc978ba2757c1ef43.jpeg)
![[激光原理与应用-17]:《激光原理与技术》-3- 激光的产生技术 与原理 - 微观粒子、能级、电子、光子、受激辐射](https://img-blog.csdnimg.cn/32863b14203449b6b0adf6a134575d96.png)
![[激光原理与应用-30]:典型激光器 -2- 气体激光器 (连续激光器)](https://img-blog.csdnimg.cn/img_convert/0b1d948bcfce8c23de2c38ced93af4b9.jpeg)
![[激光原理与应用-32]:典型激光器 -4- 半导体泵浦固体激光器](https://img-blog.csdnimg.cn/img_convert/7ce23bca979deb3ba3155dd033525df1.png)