摘要:针对客户调压铸造炉对真空压力控制系统的技术要求,本文介绍了相应的解决方案和验证试验。方案的技术核心是基于高速动态平衡法,采用大流量压力控制装置,与传感器和真空压力控制器组成PID闭环控制回路,其特点是可快速实现设定压力控制,且可节省工作气体。此解决方案可以推广应用在其他形式的反重力铸造设备的真空压力控制系统。
原文阅读:(PDF格式)
1. 项目概述和技术要求
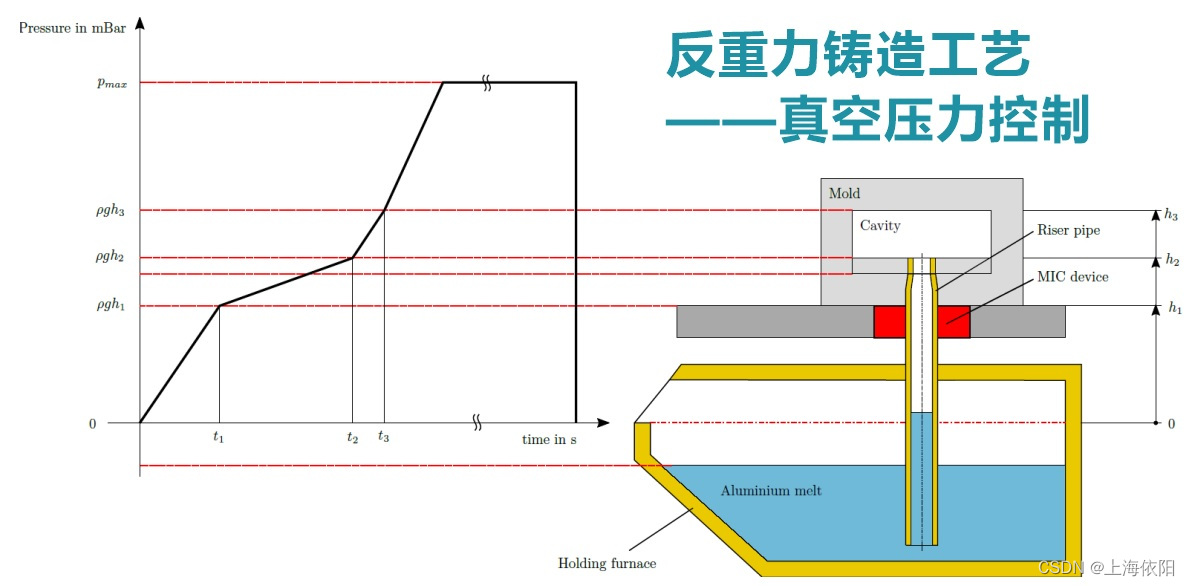
反重力铸造是以外部作用力驱动金属液,使其沿反重力方向进入型腔并完成充型和补缩的铸造方法。反重力铸造根据原理可以分为真空吸铸、低压铸造、差压铸造和调压铸造。调压铸造作为反重力铸造方法之一,其设备最为复杂,但功能最强大。其充型稳定性、充型能力和顺序凝固条件均优于其他反重力铸造,可铸造壁厚更薄,棒径更小且力学性能更好的大型薄壁件和棒状铸件。造成该设备复杂的主要原因是其不仅能实现正压控制,还能够实现负压控制,要求具有准确的真空压力测量和控制装置。
目前有客户设计了一种用于铸造均匀无偏析棒材的调压铸造炉,如图1所示,要求我们配套相应的真空压力控制系统,真空压力控制系统的具体工作流程如下:
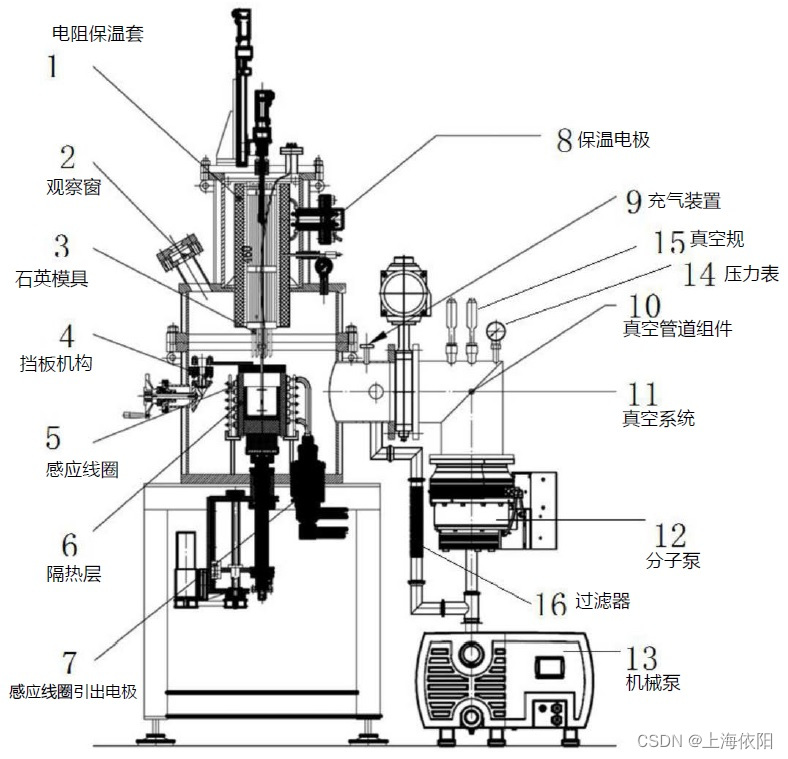
(1)物料填装完毕合炉后,启动机械泵抽真空至0.1Pa量级时启动分子泵。
(2)真空度达到5×10-3Pa以上后开启加热工序。
(3)熔炼温度到达1450℃时,关闭抽真空系统,控制压力控制系统进行充氩气,使压力在4s内上升至0.25MPa。
由此确定的真空压力控制指标为:
(1)真空压力范围: 5×10-3Pa ~ 0.25MPa。
(2)压力控制:4s内达到0.25MPa。
(3)压力恒定精度:优于±2%。
针对上述调压铸造炉对真空压力控制系统的技术要求,本文将介绍相应的解决方案。解决方案的技术核心是采用大流量气体压力控制装置,与压力传感器和真空压力控制器组成PID闭环控制回路,其特点是所采用的高速动态平衡法不仅可以快速实现设定压力控制,而且还节省工作气体。此解决方案可以推广应用在其他形式的反重力铸造设备的真空压力控制系统。
2. 解决方案
本文提出的解决方案如图2所示,其结构非常简单,但功能强大。
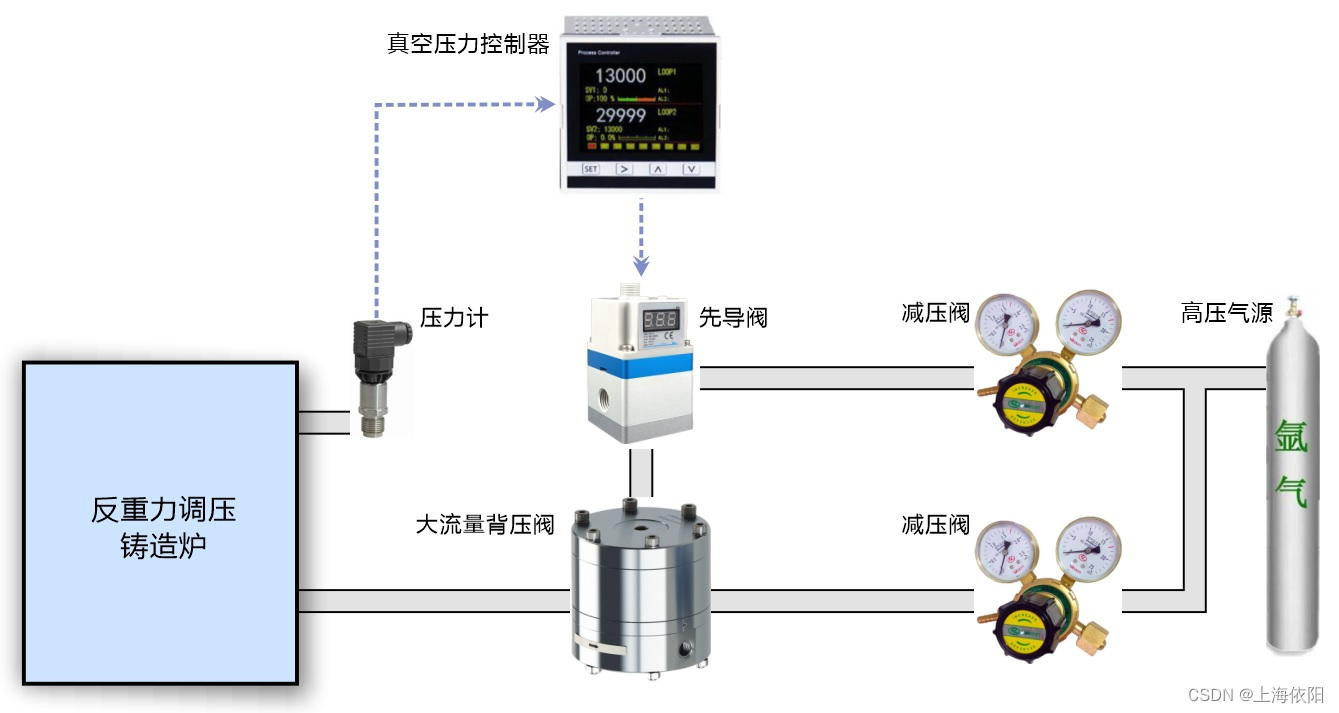
图2所示的解决方案具有以下几方面的功能和特点:
(1)压力传感器尽可能被安装在靠近铸造炉,以更准确的测量铸造炉内的压力变化。
(2)解决方案采用了先导阀驱动结构,即采用同样的先导阀可以驱动不同流量的背压阀,这样可根据不同铸造炉腔体大小选择合适的背压阀,满足不同反重力铸造设备中高速和准确的压力控制要求。
(3)采用上述方案,可以满足所有反重力铸造设备中的压力控制要求,最关键的是可以在正压控制过程中达到很高的速度,可以在几秒内达到设定正压压力值并保持稳定。
(4)此解决方案的另外一个特点是节省工作气体,整个正压压力控制过程中除所需的充气量之外,只泄露很少气体就可以达到设定压力并保持恒定,非常适合高价值惰性气体工作环境。
(5)解决方案采用了功能强大的超高精度真空压力控制器,针对反重力铸造中的升液阶段、充型阶段、结壳增压阶段、结壳保压阶段、结晶增压阶段、结晶保压阶段等不同的压力变化过程,可进行复杂的设定程序控制,并可同时存储多条工艺压力控制程序曲线以供调用。真空压力控制器带标准的MODBUS通讯协议,可方便的与上位机连接和组网控制。
(6)此解决方案结构简单且压力控制精度高,非常适用于大工件的多位并联加压铸造中的多点压力同步控制,避免形成不合理的压差。
(7)此解决方案具有很强的扩展性,如可以通过连接液面位置传感器等来更精密的控制铸造工艺压力变化。
3. 高速压力控制考核验证
在反重力铸造工艺中,压力的高速是一个技术难点。为此,我们对上述解决方案中的压力控制速度进行了考核试验,试验装置如图3所示。

考核试验装置完全按照图2所示结构进行搭建,其中的铸造炉用一个三通管件进行模拟,整个考核装置的实验目的是验证解决方案能否在极快的速度内实现设定压力控制。
为了实时检测压力变化,在考试试验装置中的压力传感器上还连接了一个高精度的数据采集器,用了50ms的采样速率进行数据采集,数据采集器连接计算机,计算机通过采集软件获得压力随时间的变化曲线,由此来观察压力控制的快速响应细节。
在图3所示考核试验装置上,我们采用人工设定的方法对真空压力控制器输入设定值,由控制器完成压力调节和控制,由此来对一系列设定压力值进行了定点控制试验,并还分别进行了升压和降压过程的试验,结果如图4所示。
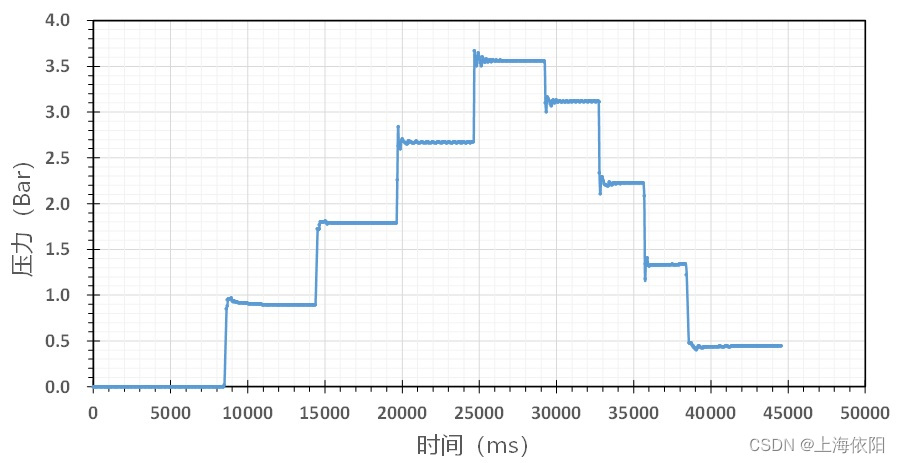
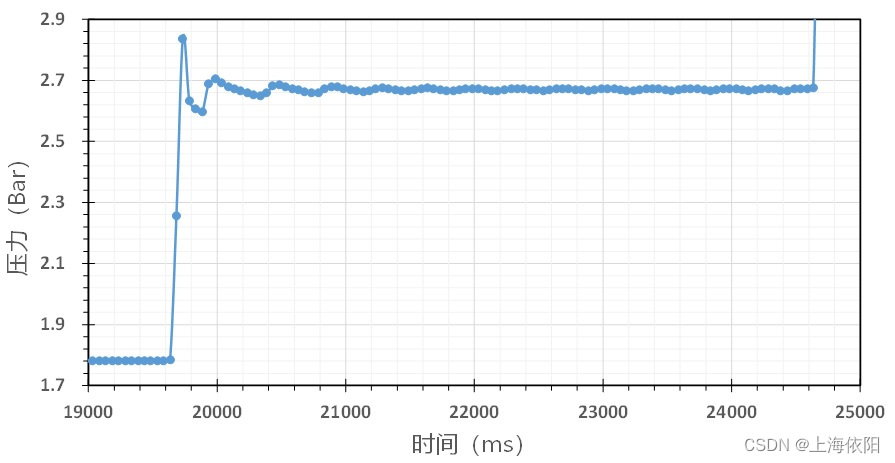
为了量化压力控制速度和控制精度,将试验结果中的任选一个压力点的控制结果进行单独显示,如图5所示。从图5所示的结果可以看出,压力从1.8 Bar 升到2.6 Bar用时不到1秒,达到±1%以内的控制稳定性则用时不到1.5秒,而在2秒之后可以达到±0.5%的控制稳定性。其他压力设定点的控制结果基本都相差无几,证明了此方案完全可以达到快速准确的压力控制。
4. 结论
针对反重力铸造工艺中的压力控制,本文提出的压力控制解决方案可实现高速和高精度的压力控制,可在几秒的时间内实现±1%以内的控制精度,完全能够满足客户对压力高速控制的技术要求。同时,整个解决方案非常简单但功能强大和极易拓展应用,完全能满足目前各种精密反重力铸造工艺中对压力准确控制的要求,特别是适用于大尺寸工件反重力铸造中多个溶体保温炉的同步压力控制。