ZN-01GJD光机电气一体化控制实训系统
一、实训考核装置的构成:
ZN-01GJD光机电气一体化控制实训系统由由铝合金导轨式实训台、典型的机电一体化设备的机械部件、PLC模块、变频器模块、按钮模块、电源模块、模拟生产设备实训模块、接线端子排和各种传感器、计算机等组成。整体结构采用开放式和拆装式,实训装置用于机械部件组装,可根据现有的机械部件组装生产设备,也可添加机械部件组装其他生产设备,使整个装置能够灵活的按教学或竞赛要求组装具有生产功能的机电一体化设备。模块采用标准结构和抽屉式模块放置架,互换性强;同时还要求具有可拓展功能,可以组成更加大型的生产模拟系统,以配合各个用户学校不同层次,不同专业的教学及培训要求。

二、技术参数:
1.交流电源:三相五线 AC 380V±10% 50 Hz;
2. 温度:-10~40 ℃;环境湿度:≤90%(25℃);
3. 外形尺寸:长×宽×高=1200×800×1500 mm;
4. 整机功耗:≤1.5 kW;
5. 安全保护措施:具有接地保护、漏电保护功能,安全性符合相关的国家标准。采用高绝缘的安全型插座及带绝缘护套的高强度安全型实验导线。
三、光机电一体化实训考核装置的配置:

四、设备结构:
实训装置台架为铝合金导轨式,实训考核装置PLC模块的I/O 端子、变频器的接线端子、各常用模块与PLC的连接端子,均与安全插座连接,使用带安全插头的导线进行电路连接;各指令开关、光电开关、传感器和指示元件的电路,则通过端子排进行连接。插拔线连接电路与端子牌连接电路相结合,既保证学生基本技能的训练、形成和巩固,又保证电路连接的快速、安全和可靠。
1、铝合金导轨式实训台:可以安装上料机构、机械手搬运机构、加工机构、物件包装机构、传输分拣机构。实训模块及PLC主机为一体化设计放入抽屉式实训箱中。
2、触摸屏:支架面板是铁质喷塑板。
3、PLC模块及变频器模块:PLC 40点以上IO;变频器:三菱;模块材料要求:铝板喷塑,进口油墨印刷字符。
4、电源模块:三相电源总开关(带漏电和短路保护)1个,熔断器3只,单相电源插座2个,安全插座5个;
按钮模块:24 V/6 A、12 V/2 A各一组;急停按钮1只,转换开关2只,蜂鸣器1只,复位按钮黄、绿、红各1只,自锁按钮黄、绿、红各1只,24V指示灯黄、绿、红各2只;
5、接线排:接线排壳体上两侧相对设置有一初级接线区(接线端子)和一次级接线区(安全插座);接线端子与对应的安全插座通过导电弹性件连接;接线排壳体边缘卷折,设有固定用的螺孔,可以固定在实训桌上。
6、上料机构:工件库1件,物料推出机构1件,光电传感器2只,磁性开关1只,单缸气缸1只,单控电磁阀1只,警示灯1只,主要完成将工件库中的工件依次推出。气缸及附属传感器选用SMC。
7、气动机械手装置:四自由度气动机械手,气缸及附属传感器选用SMC;整个搬运机构能完成四个自由度动作手臂上升下降,左右来回运动,夹紧放松。气缸及附属传感器选用SMC。
8、加工机构:主要由物料台、物料夹紧装置、主轴电机、刀具以及相应的传感器、磁性开关、电磁阀、支架、机械零部件构成。
9、物料分拣装置:传送带通过三相异步电动机驱动,在传送带端点处设计有落料口,通过光电传感器检测物料;传送带上装有三个出料槽,对应位置有电感传感器、光纤传感器等,同时正对料槽位置装有推料气缸,共计三个气缸。传送带采用可拆卸的铝合金支架。气缸及附属传感器选用SMC。
五、部分实训项目:
1.气动系统的安装与调试
(1)气动方向控制回路的安装
(2)气动速度控制回路的安装
(3)气动顺序控制回路的安装
(4)气动机械手的安装
(5)气动系统气路的连接
(6)磁性开关的位置调整
(7)气动系统调试
(8)摆动控制回路的安装
2.变频器的安装与调试
(1)变频器与交流电机主电路的连接
(2)变频器面板的参数设置与操作
(3)变频器面板控制交流电机调速
(4)通过变频器外部端子控制电机启停
3.机电设备的安装与调试
(1)传动装置同轴度的调整
(2)皮带输送机的安装与调整
(3)搬运机械手设备安装与调试
(4)物件分拣设备的安装与调试
(5)送料设备的安装与调试
(6)自动生产线设备安装与调试
4.电气控制电路的安装与PLC编程
(1)电动机正反转控制电路的连接与程序编写
(2)电动机调速控制电路的连接与程序编写
(3)皮带输送检测程序编写
(4)气动顺序动作控制程序编写
(5)气动机械手控制程序编写
(6)机电一体化设备控制程序编写
(7)自动生产线控制程序编写
5.自动控制系统的安装与调试
(1)多种传感器的安装与调试
(2)皮带输送检测的自动控制
(3)机械手的自动控制
(4)机电一体化的自动控制
(5)PLC控制系统的安装与调试
(6)自动生产线的安装与调试
6.触摸屏基本控制及设置
(1)触摸屏的接线和基本参数设置;
(2)基于触摸屏控制方式的基本指令编程练习;
(3)PLC、触摸屏与变频器通信控制。
ZN-02GJD光机电气一体化控制实训系统
一、实训考核装置的构成:
ZN-01GJD光机电气一体化控制实训系统由由铝合金导轨式实训台、典型的机电一体化设备的机械部件、PLC模块、变频器模块、按钮模块、电源模块、模拟生产设备实训模块、接线端子排和各种传感器、计算机等组成。整体结构采用开放式和拆装式,实训装置用于机械部件组装,可根据现有的机械部件组装生产设备,也可添加机械部件组装其他生产设备,使整个装置能够灵活的按教学或竞赛要求组装具有生产功能的机电一体化设备。模块采用标准结构和抽屉式模块放置架,互换性强;按具有生产性功能和整合学习功能的原则确定模块内容,使教学或竞赛时可方便的选择需要的模块。设备需完全符合电工电子全国职业技能大赛所要求,同时还要求具有可拓展功能,可以组成更加大型的生产模拟系统,以配合各个用户学校不同层次,不同专业的教学及培训要求。

二、光机电一体化实训考核装置的配置:

三、技术参数 :
1 交流电源:三相五线 AC 380V±10% 50 Hz;
2. 温度:-10~40 ℃;环境湿度:≤90%(25℃);
3. 外形尺寸:长×宽×高=1200×800×1500 mm;
4. 整机功耗:≤1.5 kW;
5. 安全保护措施:具有接地保护、漏电保护功能,安全性符合相关的国家标准。采用高绝缘的安全型插座及带绝缘护套的高强度安全型实验导线。
四、设备结构:
实训装置台架为铝合金导轨式,实训考核装置PLC模块的I/O 端子、变频器的接线端子、各常用模块与PLC的连接端子,均与安全插座连接,使用带安全插头的导线进行电路连接;各指令开关、光电开关、传感器和指示元件的电路,则通过端子排进行连接。插拔线连接电路与端子牌连接电路相结合,既保证学生基本技能的训练、形成和巩固,又保证电路连接的快速、安全和可靠。
1、铝合金导轨式实训台:可以安装送料机构、机械手、传输分拣机构。实训模块及PLC主机等可以放置在拉出式的支架上。
2、触摸屏模块:MT4300C,模块材料要求:高强度塑料外壳、重量轻,面板是铝塑板,图案、文字符号采用进口油墨丝印。
3、PLC模块及变频器模块:PLC 40点以上IO西门子;变频器:西门子;模块材料要求:高强度塑料外壳、重量轻,面板是铝塑板,图案、文字符号采用进口油墨丝印。
4、电源模块:三相电源总开关(带漏电和短路保护)1个,熔断器3只,单相电源插座2个,安全插座5个;
按钮模块:24 V/6 A、12 V/2 A各一组;急停按钮1只,转换开关2只,蜂鸣器1只,复位按钮黄、绿、红各1只,自锁按钮黄、绿、红各1只,24V指示灯黄、绿、红各2只;
5、一体化接线排:接线排壳体上两侧相对设置有一初级接线区(接线端子)和一次级接线区(安全插座);接线端子与对应的安全插座通过导电弹性件连接;接线排壳体边缘卷折,设有固定用的螺孔,可以固定在实训桌上。
6、井式上料机构:井式工件库1件,物料推出机构1件,光电传感器2只,磁性开关2只,单缸气缸1只,单控电磁阀1只,警示灯1只,主要完成将工件库中的工件依次推出。气缸及附属传感器选用SMC。
7、气动机械手装置:四自由度气动机械手,气缸及附属传感器选用SMC;整个搬运机构能完成四个自由度动作,手臂伸缩、手臂旋转、手爪上下、手爪松紧。气缸及附属传感器选用SMC。
8、加工机构:主要由物料台、物料夹紧装置、龙门式二维运动装置、主轴电机、刀具以及相应的传感器、磁性开关、电磁阀、步进电机及驱动器、主轴电机、滚珠丝杆副、支架、机械零部件构成。
9、物件包装机构:主要由井式供料单元、三工位旋转工作台、平面轴承、冲压装配单元、光电传感器磁性开关、电磁阀(日本SMC)、直流减速电机、支架、机械零部件构成。
10、物料分拣装置:传送带通过三相异步电动机驱动,在传送带端点处设计有落料口,通过光电传感器检测物料;传送带上装有三个出料槽,对应位置有电感传感器、光纤传感器等,同时正对料槽位置装有推料气缸,共计三个气缸。传送带采用可拆卸的铝合金支架。气缸及附属传感器选用SMC。
五、实训内容:
1、气动系统的安装与调试项目:
选用该装置配置的单出杆气缸、单出双杆气缸、旋转气缸等气动执行元件和单控电磁换向阀、双控电磁换向阀和磁性开关等气动控制元件,可完成下列气动技术的工作任务:
项目一 气动方向控制回路的安装;
项目二 气动速度控制回路的安装;
项目三 摆动控制回路的安装;
项目四 气动顺序控制回路的安装;
项目五 气动机械手装置的安装;
项目六 气动系统安装与调试;
2、电气控制电路的安装和PLC程序编写项目:
选用该装置配置的PLC模块、变频器模块和指令开关、传感器等,可完成下列PLC应用技术工作任务:
项目七 电动机正反转控制电路的连接与控制程序编写;
项目八 电动机调速控制电路的连接与控制程序编写;
项目九 气动方向控制程序编写;
项目十 气动顺序动作控制程序编写;
项目十一 气动机械手控制程序编写;
项目十二 皮带输送机控制程序编写;
项目十三 机电一体化设备控制程序编写;
项目十四 自动生产线控制程序编写。
3、机电设备安装与调试项目
选用该装置配置的机电一体化设备部件、PLC模块、变频器模块和指令开关、传感器等,可完成下列机电设备安装和机电一体化技术的工作任务:
项目十五 传动装置同轴度的调整;
项目十六 皮带输送机的安装与调整;
项目十七 搬运机械手设备安装与调试;
项目十八 物件分拣设备的安装与调试;
项目十九 送料设备的安装与调试;
项目二十 自动生产线设备安装与调试。
4、自动控制系统安装与调试项目
选用该装置配置的机电一体化设备部件、PLC模块、变频器模块和指令开关、传感器等,可完成下列机电设备安装和机电一体化技术的工作任务:
项目二十一 多种传感器的安装与调试;
项目二十二 机械手的自动控制;
项目二十三 皮带输送机的自动控制;
项目二十四 机电一体化设备的自动控制;
项目二十五 PLC控制系统的安装与调试;
项目二十六 自动生产线的安装与调试。
5、PLC工业通讯网络的安装及调试
系统选用三菱PLC主控制器,配合FX1N-485BD网络模块,基于本网络通信功能,可完成下列工业现场总线通信技术训练任务:
项目二十七N:N网络的硬件连接、调试
项目二十八N:N网络参数设置、调试
项目二十九基于多台PLC的复杂网络数据读写程序编写与调试
ZN-2011JD型 数控模组化生产流水线综合系统:CD制程机

第一站:数控CD片自动送料站
将CD片放入平台,由直流马达驱动螺杆升降供料台,光电传感器检知CD片已供料,以移载臂吸取CD片移至冷却站。
实习项目:
1、升降供料台
(1)马达驱动供料台升降控制
(2)光纤传感检测器应用
(3)升降台的感测停止控制
(4)CD供料连续运转应用 2、初成品移出臂
(1)CD片的吸着、释放控制
(2)气缸直径运动的应用与控制
(3)气动摆动缸回转应用控制
(4)CD片取放转向的循环控制
第二站:数控冷却站
本站利用分割式日内瓦机构原理作4个间歇运动,以时规皮带传动,由间歇位移转换成直线行走,将CD片送到冷却箱,经冷却风扇吹冷后,再将CD定位并转至滑台单元。
实习项目:
1、冷动箱传动单元
(1)日内瓦间歇运动机构的应用
(2)风扇的运转控制
(3)CD片的运载冷却控制 2、CD片转出滑台单元
(1)扩散式光纤的应用
(2)滑台的往复运动控制
(3)检知CD片到滑台的连续控制
第三站:数控缓冲站
由取出单轴臂吸取CD 片,当置物座无CD时移到置物座,当置物座有CD时,移至于缓冲控制升降台的缓冲座。
实习项目:
1、取出单轴臂单元
(1)步进马达的回转角度控制
(2)CD吸着确认及释放控制
(3)气缸的升降控制
(4)单轴臂的取物分配控制应用
(5)真空产生器的认识
(6)真空吸盘的吸取与释放的应用 2、缓冲控制升降台
(1)蜗杆、蜗轮传动机构应用控制
(2)蜗杆正逆转控制
(3)升降台的感测升降应用
第四站:数控喷码烘干站
由移载站吸取CD放于本站置物座上喷嘴气压输出仿真喷码动作,再由烘干单元的加热风扇组完成CD的烘干过程。
实习项目:
1、三爪往复移载臂
(1)线性导杆动作原理及控制
(2)CD片吸取气压回路控制
(3)调整阀及磁簧开关的应用 2、喷码单元机构
(1)聚焦式传感器原理及应用
第五站:数控检测站
本站将喷码及烘干后的CD,以三支组成90°的吸盘摆臂吸取放置于检测台,再由检测传感器来分辨CD是否瑕疵,并将瑕疵品送入不良品收集桶,将良品继续送入下一站。
实习项目:
1、分配摆臂座
(1)E齿轮与排齿机构的认识及应用
(2)气缸摆动臂动作原理
2、检测器
(1)传感器CD检测
(2)A/D的应用
(3)电磁阀的应用
第六站:数控上胶站
将上一站来的CD置于自转面盘,并以真空吸附固定CD,再以斜向升降机构将胶桶移进入CD内圈,由内往外慢速滑行点胶。
实习项目:
1、变速自转座
(1)气密检知原理及应用
(2)变频器原理及用于感应马达的控制
2、上胶器
(1)点胶机定时定量的控制
(2)斜向升降机构原理及应用
(3)滑台气缸控制 3、同向园周臂
(1)摆动缸控制及角度的调整
(2)油压缓冲器原理及应用
(3)传动机构驱动原理及定向方法
第七站:数控UV检测站
由上一站的同向园周臂传送来的CD放入本站的间歇移送台的制具里,再经横向四等距步序移动,经过UV的照射,于第三制具的反传感器上完成。
实习项目:
1、间歇移送台
(1)等距水平步序移动机构及控制
(2)导杆及线性轴承的应用
(3)制具结构及设计
2、UV照射器
(1)照射须驱动控制
(2)LED仿真照射控制
3、检测器
(1)反射型传感器原理及应用
第八站:数控暂存储放站
将制造完成的CD,以存取臂吸取放入4组储放架上,完成整个CD制程的仿真。
实习项目:
1、存取臂
(1)气缸速度控制
(2)磁簧开关的原理、应用及设置
(3)回转轴摆缸旋转角度的栓知及设定
(4)吸盘三台具的气密讯号检测
(5)气压回路具备断电吸着功能的设计
2、储放座
(1)转盘4等分储放座机构
(2)4分割日内瓦轮间歇机构、定位及应用
(3)DC马达控制及其伞齿轮传动结构
光机电气一体化控制实训系统
news/2024/11/25 16:42:46/
相关文章

不止Chat,GPT-4 将释放更大生产力
目录
1.对 ChatGPT 的巨大超越
2.与 ChatGPT 相同的技术路线
3.GPT-4 背后的强大阵容
4.开启多模态大模型时代 相比 ChatGPT 能力有大进化,多模态上有突破但不多。
近日,多模态大模型 GPT-4 震撼登场!
GPT-4 能够接受图像和文本输入&am…
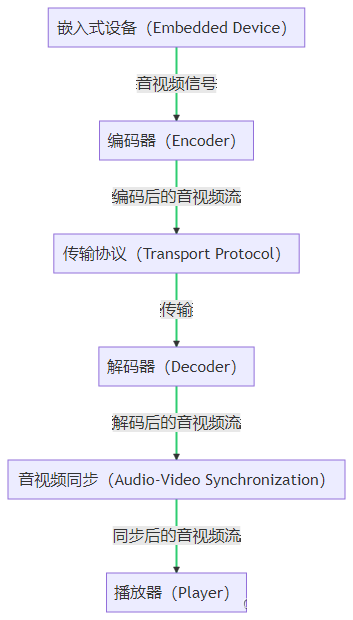
音视频同步的方法:深入探索基于FFmpeg的音视频同步策略
音视频同步艺术:深入探索基于FFmpeg的同步策略 (一)音视频同步的基本概念与重要性(Basic Concepts and Importance of Audio-Video Synchronization)1.1 音视频同步的定义与影响(Definition and Impact of …

python爬虫入门,10分钟就够了,这可能是我见过最简单的基础教学
一、基础入门
1.1什么是爬虫
爬虫(spider,又网络爬虫),是指向网站/网络发起请求,获取资源后分析并提取有用数据的程序。
从技术层面来说就是 通过程序模拟浏览器请求站点的行为,把站点返回的HTML代码/JSON数据/二进制数据&…

正版软件 | DaisyDisk:Mac 电脑一流的磁盘空间管理工具
使用 Mac 工作时,平时创建并下载大量文件,但很容易忘记或者很少删除这些内容。但是有一天,您发现启动磁盘已红,但是自己又好似没有安装啥软件,这时候就会想到底是哪些数据占用了这么大的空间?! …

SpringCloud Alibaba Seata配置到Nacos
SpringCloud Alibaba Seata
1 Seata 简介
单体应用被拆分成微服务应用,原来的三个模块被拆分成三个独立的应用,分别使用 三个独立的数据源业务操作需要调用三个服务来完成。此时每个服务内部的数据一致性由本地事务来保 证但是全局的数据—致性问题没法…

亚商投资顾问 早餐FM/0607华虹公开发行股票注册
01/亚商投资顾问 早间导读
1.多家国有大行近日将下调部分存款利率,涉及人民币、美元币种
2.多地金融监管开展调研,摸底信贷需求、房地产市场、金融风险变化等情况
3.国务院办公厅印发国务院2023年度立法工作计划
4.证监会:同意华虹半导体…
python如何判断颜色值,红色还是绿色
在 PyAutoGUI 中,可以使用 PyAutoGUI.pixel() 函数来获取屏幕上指定位置的像素颜色,然后根据获取到的 RGB 颜色数值来区分颜色。比如,RGB 中,红色的 R 值为 255,G 和 B 值为 0;而绿色则是 R 值为 0…
云桌面是什么意思?与堡垒机有什么区别?
【导读】经常有人问云桌面是什么意思?与堡垒机有什么区别?今天我们小编就给大家科普科普。同时告诉一下大家国内知名云桌面厂家有哪些?
云桌面是什么意思?
云桌面是一种基于计算资源的虚拟桌面服务,提供与传统PC相同…